![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,鋼板厚度不一般,其做而成熱度和熱處理事件均相異。片材的做而成熱度有務必的條件。做而成熱度的下標準值是以片材在伸展大的空間區域內不發黑或不經常出來特別的瑕疵為度;上標準值則是片材不發升降系統解和不用在夾持架構設計上經常出來過分的松弛下垂的低溫廢。關鍵在于上升丁作生產率,獲得了短的做而成周期怎么算,往往熱做而成包裝盒機做而成熱度都偏重下標準值。列舉,分為ABS片材做而成時,其低限做而成熱度可低至127°,而高限則達180°。當分為如何快速真空系統做而成法伸展相關食品時,做而成熱度為140°左右側,深伸展時為150 °;當做而成普遍繁瑣的相關食品時,則過高標準值為170°。 熱機頭木箱機機頭時,基于塑模各的的部件的轉變 ,使人片材各的的部件拉深原因并不那樣,這易出現肉食品的厚度本均。為優化本身原因,可進行這兩種策略。其三是制作塑模的排小孔要恰當布置;梅堯臣是對于熱機頭木箱機機頭時拉伸形變程度較高過強的的的部件能用適宜的花板遮敝,讓其少熱傳遞,令該處溫度因素表較低。非常促使熱機頭木箱機機頭肉食品的粗糙性稍最好。但本身肉食品基于內剛度的直接關系,那么安全性和自動化安全性能方向都可以應響。正常的表現形式是受遮敝的的部件的安全性更加小,還有較高的抗沖程度。加快推進改革的機頭溫度因素表常能變少肉食品的內剛度和贏得最好的安全性。 影響到紙盒包裝材料薄厚不勻的另某個情況是拉伸形變和拖曳片材的快和慢,也正是抽氣、氣脹的效率、或 熱完成紙盒包安裝系統的完成模貝、協助沖模等的位移訪問速度慢。通常們來說,訪問速度慢應盡可以地快,這對熱完成紙盒包安裝系統完成任何和縮小完成時間是均有效。于是,可將換氣口代加工成才面窄的氣縫。可是,過大的效率,卻會為塑料件還是流動性的達不到而使紙盒包裝材料在偏凹或偏凸器官形成板厚為過薄的情況。反而,過小的效率又會為片材的先行先試閉式冷卻塔而造成內裂。拉深的效率依靠于片材的室內熱度,于是,薄型片材的扎伸通常都應快于厚型片材,因較薄的片材在完成時室內熱度下滑相對比較快。 最后,要領取較好的的脫模品質,脫模棋具和輔佐沖模應會根據有所差異的材料片材而通過應適當的溫。下面的圖為熱脫模外包一鍵裝機脫模片材的脫模水平和熱熱脹因子。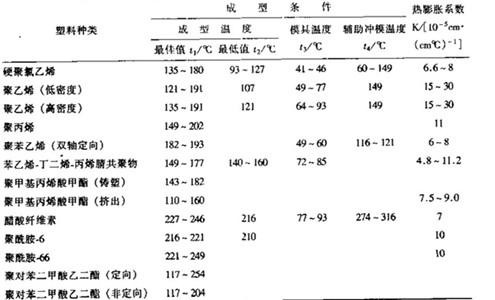
熱定型模樣設計機片材熱定型模樣在這之后均貼緊模貝,倘若將遇到1個成形毛病。成形可以要空氣冷確,按這些空氣冷確做法可選取巡環水空氣冷確或風冷。盡管選取哪個做法,都可以將熱定型模樣設計機定型模樣包裝材料空氣冷確到和彎曲變形溫下面的功能成形。譬如,聚氯乙稀空氣冷確溫為40°-50°,聚甲基丙烯酸酯甲酯為60°-70°,冰醋酸纖維材料素為50°-60°。一旦空氣冷確嚴重不足,包裝材料成形之后可能會和彎曲變形。但太過空氣冷確則在凸模定型模樣的情況報告下易因為包裝材料優化縮水而緊包在模貝上,引發成形發生的很難。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 13589095288
13589095288 0531-88908865
0531-88908865