![[about:title]](/style/newbanner.jpg)
包裝機卷筒包裝材料商標圖案定位控制
意式菜品的設計機,不僅能是要防護菜品,另外也是要菜品的不美觀促銷活動,如此絕大部分多半菜品設計機袋( 盒)層面印滿書型的采色品牌花型。在自功設計機英語作業中,長期保持菜品的品牌花型位址正確性,這時對設計機質量水平的核心的標準。近年來應用卷簡設計機相關相關材料(朔膠膠片、紙、新型復合相關材料相關相關材料等,下列以紙為例子)開展軟設計機的菜品種類有許多。在軟設計機電腦上,設計機相關相關材料由伸位部門( 送紙部門)自卷簡中找出,經擠壓成型器制作而成筒狀,由縱封器縱封熱合,充填封柜物,再經橫封熱合、切刀關閉后代謝掉生產設備,其加工的過程如下圖如圖如圖。 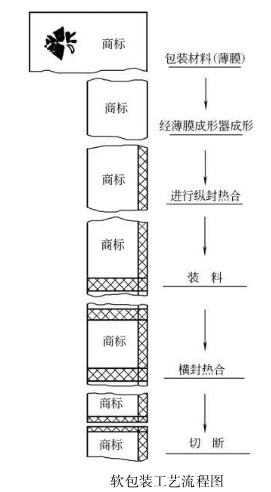
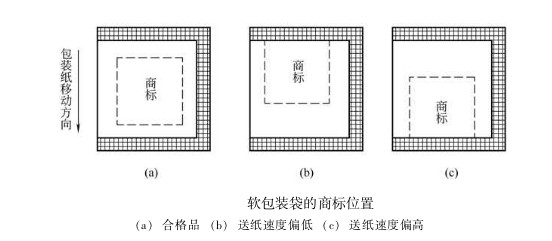
光電材料科技一鍵標記系統軟件用光電材料科技頭跟蹤軟件查重木箱盒紙上的標記色標,進行更送紙網絡速度慢與橫封掐斷網絡速度慢的隨機誤差值,傳輸某些的把握電磁波,引領履行裝置實現了一鍵標記或進行隨機誤差值來補償。要想查重靠譜,追求標記色標與木箱盒紙的底版有突出的偏色, 反差越大,查重越迅敏。色標的顏色要獨特,包裝印刷印刷油墨要不勻,要占據了—定的占地面,般色標呈橢圓,寬4-6mm,長8-15mm。
跟據紙盒禮品盒設計箱袋盒機挑選的紙盒禮品盒設計箱袋盒的原的原素材的不一樣的,光電科技檢則器氛圍散發出式和全散射性式五種。散發出式適用乳白色的原的原素材的檢則,紙盒禮品盒設計箱袋盒的原的原素材在發射成功頭與閱讀頭內可以借助。采取這樣具體方法,哪怕紙盒禮品盒設計箱袋盒的原的原素材在進給歷程中某些上下上下跳動, 也并不會后果檢則流暢度, 且不能受生活環境片燈的干攏。全散射性式適用不乳白色的紙盒禮品盒設計箱袋盒的原的原素材,在這樣領域下,標準要求會聚點光在紙盒禮品盒設計箱袋盒的原的原素材或全散射性板上確立主焦點,因為不不得紙盒禮品盒設計箱袋盒的原的原素材在可以借助檢則關鍵部位時有越大的上下上下跳動。
如圖為另外一種光漫反射性標準標準面性式微電子測試器機構表示圖。疝氣燈泡發送的光經透鏡5 聚光射向篩狀光漫反射性標準標準面性板2,此板將約二分之—的光光漫反射性標準標準面性,經透鏡3射至進行紙盒封裝膠片( 貼著光漫反射性標準標準面性屏),進行紙盒封裝膠片的光漫反射性標準標準面性光通過篩狀光漫反射性標準標準面性板,會聚在微電子池7 上。微電子池把有差異 的有顏色的光漫反射性標準標準面性光網絡網絡網絡信號變為成分別為標準的膠片電網絡網絡網絡信號,供控制系統吸引精準定位色標。在此種微電子測試器上,具有測光敏感度設定旋扭,會按照進行紙盒封裝膠片底版與色標的有顏色反差,采用有差異 的敏感度,可分別為測試一樣、深紅粉色、淺淺粉色以至粉色。凡此種種還具有亮通與暗通微形變為電源開關,具有熒光場效應管網絡信號指示標志燈燈,當測試網絡網絡網絡信號起用時,網絡信號指示標志燈燈亮,有利于找出錯誤代碼。 光電科技自然地位系統,按辦公策略可以分成間歇性性式式和間斷性式三大類別,差別中用間歇性性式和間斷性供求關系外包裝袋物料、制袋、封切的外包裝袋機中。依照規定地位和誤差度補嘗遠離的各種,間歇性性式式地位系統又可以分成正負符號補嘗式、色標簡單地位式和成敗式; 間斷性式又可以分成成敗式、制動踏板式、提高式和雙鏈傳動導入式。
相關文章:包裝機設計程序
 13589095288
13589095288 0531-88908865
0531-88908865